Vad är kalibrering? Vad innebär metrologisk kalibrering?
Låt oss diskutera en mycket grundläggande fråga – Vad är kalibrering?
Ordet ”kalibrering” kan användas (och missbrukas) i olika sammanhang. Här i mätteknikens värld talar vi om metrologisk kalibrering.
Formellt är kalibrering den dokumenterade jämförelsen av det mätinstrument som ska kalibreras mot en spårbar referensenhet.
Referensnormalen kan också kallas ”kalibrator”. Logiskt sett är referensen mer exakt än den enhet som ska kalibreras. Referensenheten bör också kalibreras spårbart. Mer om det senare.
Med vissa storheter är referensen inte alltid ett don, utan kan också vara till exempel en massa, mekanisk del, fysisk referens, referensvätska eller gas.
Den formella definitionen ovan kommer från BIPM (Bureau International des Poids et Mesures).

Allt bygger på mätningar
Olika typer av mätningar ligger bakom mycket av det vi dagligen gör och tar för givet, som till exempel att handla mat, tanka våra bilar, tända lamporna eller ta mediciner.
Noggranna mätningar säkerställer att vi får rätt mängd mat, bränsle och energi och att vår medicin är säker. De säkerställer välfungerande samhällen som utgör grunden för säkrare och mer hållbara företag och samfund.
Det internationella enhetssystemet (SI-systemet)
SI-systemet är det internationella enhetssystemet som specificerar de grundläggande enheterna som används inom mätvetenskapen. SI-systemet innefattar 7 grundenheter (meter, kilogram, sekund, ampere, kelvin, mol och candela) och 22 härledda enheter. Grundenheterna härleds från naturkonstanter.
SI-systemet upprätthålls av BIPM (Bureau International des Poids et Measures). Mer information om SI-systemet finns på BIPM:s webbplats.


Kalibrering är nyckeln
Kalibrering är avgörande för att man ska kunna säkerställa noggranna mätningar, och för att hjälpa till att förbättra effektiviteten, efterlevnaden och säkerheten, samtidigt som utsläpp, avfall och risker minimeras.
Genom att bidra till att säkerställa att mätdata är tillförlitliga och att mätfel förstås, underlättar Beamex smartare affärer och stöder hållbar tillväxt – för en tryggare och mindre osäker värld.
Vad är justering?
När du gör en kalibrering genom att jämföra ett mätdon med en normal, kanske du märker att de två resultaten skiljer sig från varandra. Då är det ganska logiskt att du vill justera mätdonet så att det ger korrekta värden. Denna process kallas ofta justering eller trimning.
Formellt omfattar kalibrering inte justering, utan det är en separat process. I dagligt tal innefattar ordet kalibrering ibland även eventuella justeringar. Men som sagt, justering är en separat process enligt de flesta formella källor.


Kalibreringsterminologi
Här hittar du vår kalibreringsordlista, om du vill lära dig mer om kalibreringsterminologi (på engelska).

Varför ska du kalibrera?
I industriella processer finns det olika orsaker till att man kalibrerar. Några exempel på de vanligaste orsakerna:
- Noggrannheten hos alla mätningar försämras över tid
- Regelefterlevnad kräver regelbunden kalibrering
- Kvalitetssystemet kräver kalibrering
- Pengar – penningöverföringar kommer an på mätresultat
- Kvaliteten på produkterna som tillverkas
- Säkerhet – för kunder och anställda
- Miljöskäl
- Många andra skäl
Mer information om ”varför kalibrera” finns i det här blogginlägget och i vitboken som du kan ladda ner på bloggen (på engelska): Why calibrate?
Hur ofta ska man kalibrera?
Det finns inte bara ett korrekt svar på den frågan, eftersom svaret beror på många faktorer. Några saker du ska tänka på när du bestämmer kalibreringsintervallet är bland annat:
- Hur kritisk är mätningen i fråga
- Tillverkarens rekommendationer
- Instrumentets stabilitetshistorik
- Lagstadgade krav och kvalitetssystem
- Konsekvenser av och kostnader för en underkänd kalibrering
- Andra överväganden
För mer detaljer om hur ofta instrument behöver kalibreras, läs blogginlägget via länken nedan (på engelska): How often should instruments be calibrated?


Vad innebär spårbarhet?
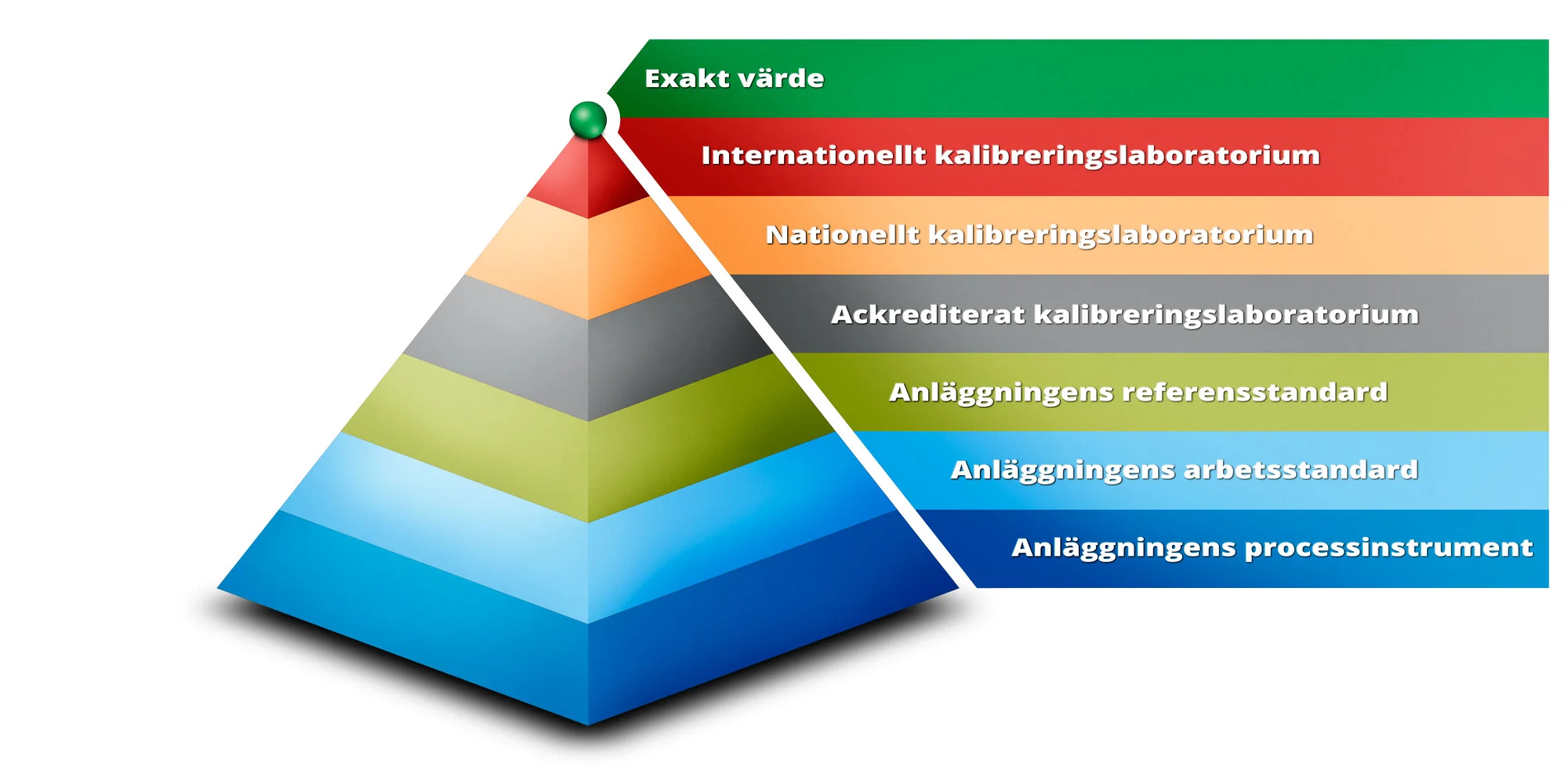
Vi nämnde tidigare att den referensnormal som används vid kalibreringen måste vara spårbar. Det innebär att referensnormalen själv också måste ha kalibrerats mot en normal på ännu högre nivå. Spårbarheten bör utgöras av en obruten kedja av kalibreringar, på så sätt att kalibreringen på högsta nivå har utförts i ett nationellt kalibreringscenter eller motsvarande.
Med andra ord kan du kalibrera ett processmätinstrument med en bärbar processkalibrator. Då ska den bärbara processkalibratorn som du använde ha kalibrerats med hjälp av en mer exakt referenskalibrator. Referenskalibratorn i sin tur ska kalibreras mot en normal på ännu högre nivå eller skickas till ett ackrediterat eller nationellt kalibreringscenter för kalibrering.
Med hjälp av internationella kalibreringslaboratorier eller internationella jämförelser ser de nationella kalibreringscentren till att spårbarheten i landet i fråga är på rätt nivå.
Om spårbarhetskedjan bryts vid någon punkt, kan ingen mätning under den punkten anses vara tillförlitlig.
Mer information om metrologisk spårbarhet finns i det här blogginlägget: Metrologisk spårbarhet vid kalibrering – Är du spårbar?

Kalibreringsosäkerhet, mätosäkerhet
När du kalibrerar ett instrument med en enhet på högre nivå, innehåller processen alltid en viss mätosäkerhet. Mätosäkerheten är mängden “tvivel” i kalibreringsprocessen, så den berättar hur “bra” kalibreringsprocessen var. Mätosäkerhet kan bero på olika orsaker, såsom den enhet som testas, referensnormalen, kalibreringsmetoden eller miljöförhållanden.
I värsta fall, om mätosäkerheten i kalibreringsprocessen är större än noggrannheten eller toleransnivån för den enhet som kalibreras, är det inte särskilt förnuftigt att kalibrera.
Målet är att den totala osäkerheten vid kalibreringen ska vara tillräckligt liten jämfört med toleransgränsen för den enhet som kalibreras. Den totala mätosäkerheten för kalibreringen ska alltid dokumenteras i kalibreringscertifikatet.
Mer detaljerad information om kalibreringsosäkerhet finns i det här blogginlägget: Mätosäkerhet vid kalibrering för icke-matematiker.

Vad betyder TAR och TUR?
Uttrycken Test Accuracy Ratio (TAR) och Test Uncertainty Ratio (TUR) används ibland för att ange skillnaden mellan den enhet som testas och den referensnormal som används. Förhållandet är noggrannheten (eller mätosäkerheten) hos den enhet som testas jämfört med den hos referensnormalen.
Vi hör ofta talas om att man använder TAR-förhållandet 4:1, vilket innebär att referensnormalen är fyra gånger noggrannare än den enhet som testas (DUT). Noggrannhetsspecifikationen för referensnormalen ska alltså vara fyra gånger bättre (eller mindre) än den för DUT.
Tanken med att använda ett speciellt TAR/TUR-förhållande (till exempel 4:1) är att se till att referensnormalen är tillräckligt bra för ändamålet.
Man bör komma ihåg att till exempel TAR endast tar hänsyn till instrumentens noggrannhetsspecifikationer och inte inkluderar några av osäkerhetskomponenterna i kalibreringsprocessen. Beroende på typ av kalibrering kan dessa osäkerhetskomponenter ibland vara större än noggrannhetsspecifikationerna.
Rekommendationen är att man alltid ska beräkna den totala mätosäkerheten hos kalibreringen.
Mer detaljerad information om kalibreringsosäkerhet finns i det här blogginlägget: Mätosäkerhet vid kalibrering för icke-matematiker.
Vad betyder toleransgräns, utanför tolerans och godkänd/underkänd kalibrering?
Oftast när du kalibrerar ett instrument, har en toleransgräns fastställts i förväg för kalibreringen. Det är det största tillåtna felet för kalibreringen. Om felet (skillnaden mellan DUT och referens) vid någon kalibrerad punkt är större än toleransgränsen, kommer kalibreringen att betraktas som “underkänd“.
Ifall en kalibrering underkänns, behöver du vidta korrigerande åtgärder för att få kalibreringen godkänd. Vanligtvis justerar du DUT tills den är tillräckligt exakt.
För mer detaljer om kalibreringstolerans, läs det här blogginlägget (på engelska): Calibration out of tolerance: What does it mean and what to do next?

Vad innebär As found- och As Left-kalibrering?
Du har kanske hört termerna ”As Found” och ”As Left” i samband med kalibrering.
Uttrycket “As Found” används för den första kalibreringen du gör – såsom instrumentet var när du hittade det. Om du upptäcker fel och gör en justering, utför du ytterligare en kalibrering efter justeringen som kallas ”As left” – såsom du lämnade instrumentet.
Processen i korthet: Gör ”As Found” kalibrering – Justera vid behov – Gör ”As Left” kalibrering.

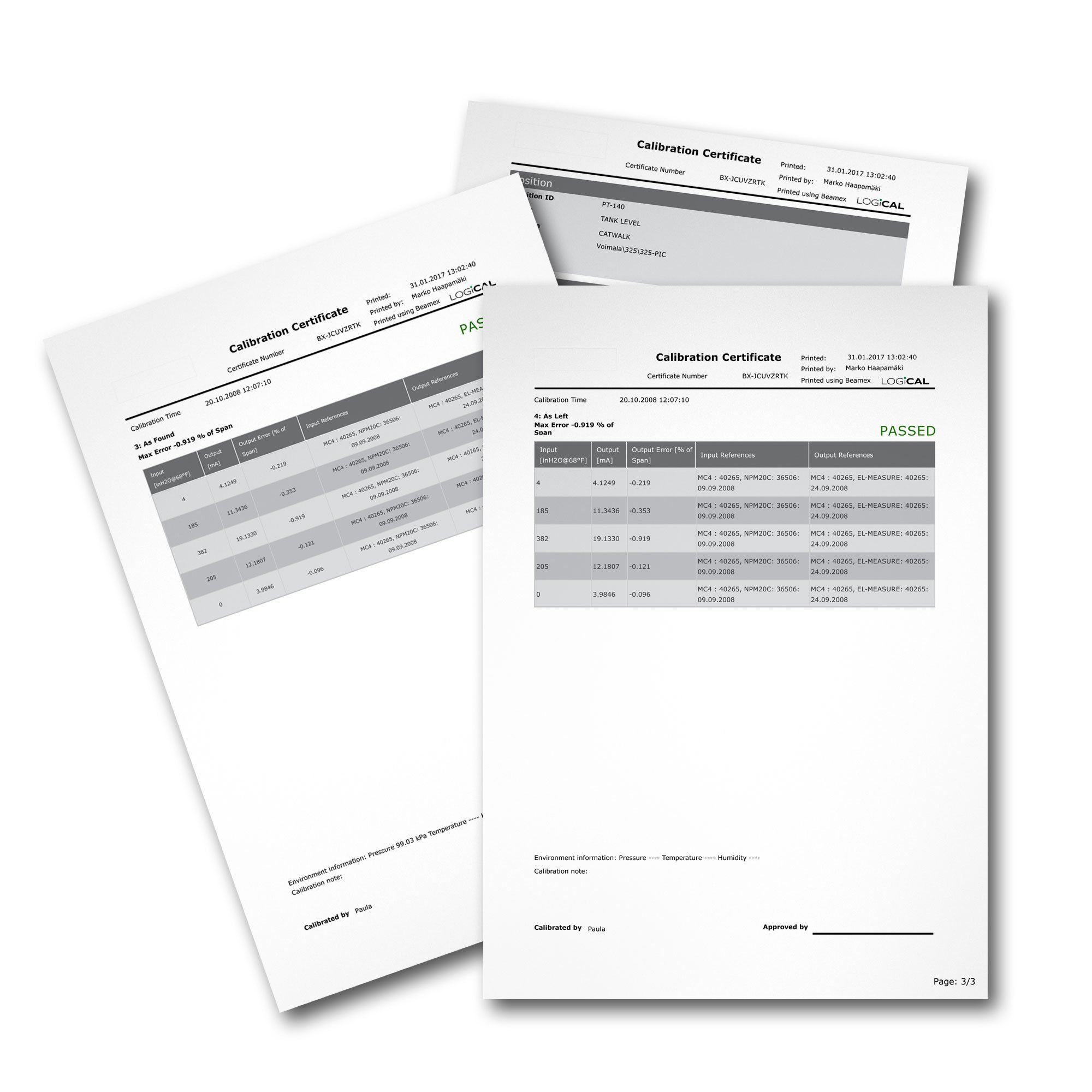
Vad är ett kalibreringscertifikat?
Definitionen av kalibrering inkluderar ordet “dokumenterad”, vilket innebär att kalibreringsjämförelsen måste dokumenteras. Detta dokument kallas vanligtvis ett Kalibreringscertifikat.
Kalibreringscertifikatet innehåller resultatet av jämförelsen och all annan relevant information om kalibreringen, såsom använd utrustning, miljöförhållanden, undertecknare, kalibreringsdatum, certifikatnummer, kalibreringens mätosäkerhet.

Vad är ett ackrediterat kalibreringslaboratorium?
En ackreditering av ett kalibreringslaboratorium är ett erkännande av laboratoriets kompetens av tredje part. Ackrediteringen sker i enlighet med globalt enhetliga principer och oftast är ackrediteringen av kalibreringslaboratoriet baserad på den internationella standarden ISO/IEC 17025.
De flesta nationella ackrediteringsorgan är medlemmar i ILAC (International Laboratory Accreditation Cooperation) och MRA (Mutual Recognition Arrangement). ILAC:s avtal om ömsesidigt erkännande (ILAC MRA) har undertecknats av över 100 undertecknande organ.
Beamex Oy:s kalibreringslaboratorium som är beläget vid huvudkontoret i Finland har varit ackrediterat sedan 1993.

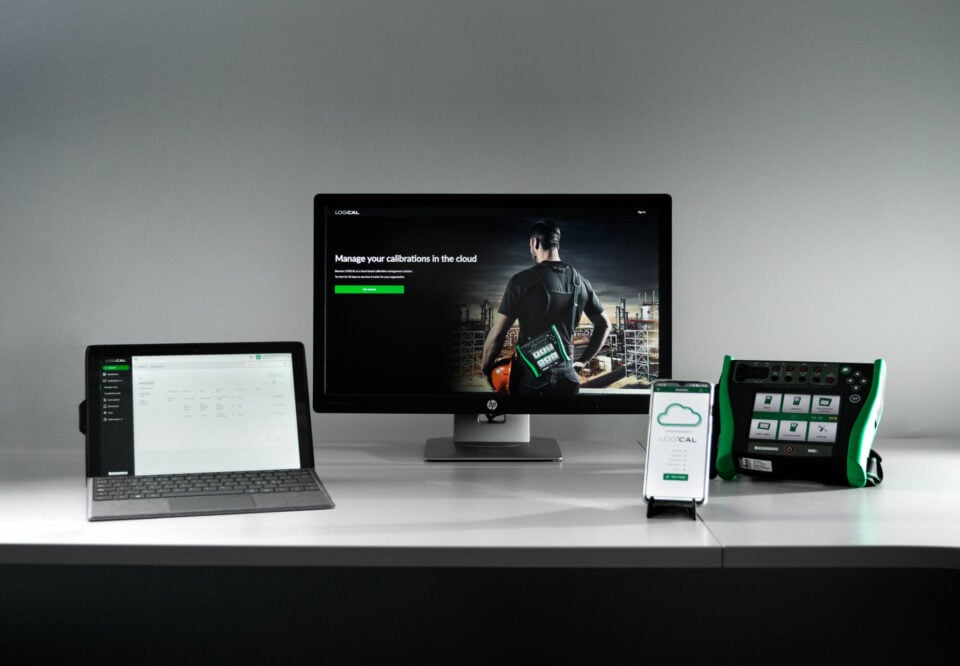
Digitalt flöde av kalibreringsdata
Traditionellt har kalibrering utförts med en kalibreringsreferens och resultaten skrivits ner manuellt på ett papper.
I ett modernt elektroniskt och papperslöst system kan allting göras utan papper. Planeringen kan göras i underhållssystemet, och därifrån överförs arbetsordrarna elektroniskt till kalibreringssystemet. Kalibreringssystemet kan ladda ner arbetsordrarna elektroniskt till bärbara dokumenterande kalibratorer. När arbetet utförs med dokumenterande kalibratorer, sparar de automatiskt resultaten i sitt minne. Då kalibreringsarbetet är klart, kan resultaten laddas ner från kalibratorn till kalibreringsmjukvaran. Slutligen skickar kalibreringsmjukvaran en bekräftelse till underhållssystemet om att arbetet har slutförts.
Smart dataanalys
Data är din mest värdefulla tillgång. En optimal kalibreringslösning samlar in data digitalt vid mätkällan och garanterar ett säkert dataflöde mellan produkter och system.
Ett helt och hållet digitalt flöde av spårbara och tillförlitliga kalibreringsdata i hela din verksamhet förbättrar effektiviteten, ökar säkerheten och säkerställer regelefterlevnaden.
Utnyttja dina högklassiga data för att driva på kontinuerliga förbättringar. Analysera trender, optimera underhållsprocedurer, öka spårbarheten, anpassa dig till förändringar och säkerställ regelefterlevnaden. När besluten fattas utgående från data hjälper det hela ditt team att arbeta smartare.





Slutsatser
Kalibrering av processinstrument sker genom att en mätning med ett mätinstrument jämförs med en spårbar referensnormal och dokumenteras.
Det är viktigt att kalibrera så att du kan vara säker på att dina mätningar är giltiga. Mätningens validitet är viktig av många skäl, bland annat av säkerhets- och kvalitetsskäl. För att få bästa resultat och tillförlitlighet, se till att kalibreringsosäkerheten är tillräckligt liten. Eller använd en kalibrator som har en noggrannhetsspecifikation som är flera gånger bättre än den enhet som testas.
Slutligen, när man fastställer kalibreringstoleranser och -frekvens bör man ta flera faktorer i beaktande, bland annat hur kritiskt instrumentet i fråga är.
Sammanfattning
Kalibrering är den dokumenterade jämförelsen av det mätinstrument som ska kalibreras mot en spårbar referensnormal/enhet.
Referensnormalen kan också kallas ”kalibrator”. Logiskt sett borde referensen vara mer exakt än den enhet som ska kalibreras. Referensnormalen bör också kalibreras spårbart.
Formellt inkluderar kalibreringen inte justering eller trimning, även om det ofta inkluderas i vardagligt språk.
Formellt sett är spårbarhet en egenskap hos resultatet av en mätning genom en obruten kedja av jämförelser, där varje jämförelse har angivna osäkerheter.
I praktiken innebär spårbarhet att referensnormalen själv också måste ha kalibrerats mot en normal på ännu högre nivå. Spårbarheten bör utgöras av en obruten kedja av kalibreringar, på så sätt att kalibreringen på högsta nivå har utförts i ett nationellt kalibreringscenter eller motsvarande
Med andra ord, kan du kalibrera ett processmätinstrument med en bärbar processkalibrator. Då ska den bärbara processkalibratorn som du använde ha kalibrerats med hjälp av en mer exakt referenskalibrator. Referenskalibratorn i sin tur ska kalibreras mot en normal på ännu högre nivå eller skickas till ett ackrediterat eller nationellt kalibreringscenter för kalibrering.
Osäkerhet vid kalibrering är en egenskap hos ett mätresultat som definierar intervallet av troliga värden för mätstorheten.
Mätosäkerheten är mängden “tvivel” i kalibreringsprocessen, så den berättar hur “bra” kalibreringsprocessen var. Mätosäkerhet kan bero på olika orsaker, såsom den enhet som testas, referensnormalen, kalibreringsmetoden eller miljöförhållanden.
I värsta fall, om mätosäkerheten i kalibreringsprocessen är större än noggrannheten eller toleransnivån för den enhet som kalibreras, är det inte särskilt förnuftigt att kalibrera.
I en kalibreringsprocess är Test Accuracy Ratio (TAR) förhållandet mellan noggrannhetstoleransen för enheten som kalibreras och noggrannhetstoleransen för den använda kalibreringsstandarden.
I en kalibreringsprocess är Test Uncertainty Ratio (TUR) förhållandet mellan noggrannhetstoleransen för enheten som kalibreras och osäkerheten för den använda kalibreringsstandarden.
Vi hör ofta talas om att man använder TAR-förhållandet 4:1, vilket innebär att referensnormalen är fyra gånger noggrannare än den enhet som testas (DUT). Noggrannhetsspecifikationen för referensnormalen ska alltså vara fyra gånger bättre (eller mindre) än den för DUT.
I industriella processer finns det olika orsaker till att man kalibrerar. Några exempel på de vanligaste orsakerna:
- Noggrannheten hos alla mätningar försämras över tid
- Regelefterlevnad kräver regelbunden kalibrering
- Kvalitetssystemet kräver kalibrering
- Pengar – penningöverföringar kommer an på mätresultat
- Kvaliteten på produkterna som tillverkas
- Säkerhet – för kunder och anställda
- Miljöskäl
- Många andra skäl
En vanlig fråga är hur ofta instrument bör kalibreras?
Det finns inte bara ett korrekt svar på den frågan, eftersom svaret beror på många faktorer. Några saker du ska tänka på när du bestämmer kalibreringsintervallet är bland annat:
- Hur kritisk är mätningen i fråga
- Tillverkarens rekommendationer
- Instrumentets stabilitetshistorik
- Lagstadgade krav och kvalitetssystem
- Konsekvenser av och kostnader för en underkänd kalibrering
- Andra överväganden
Uttrycket “As Found” används för den första kalibreringen du gör – såsom instrumentet var när du hittade det. Om du upptäcker fel och gör en justering, utför du ytterligare en kalibrering efter justeringen som kallas ”As left” – såsom du lämnade instrumentet.
Processen i korthet: Gör ”As Found” kalibrering – Justera vid behov – Gör ”As Left” kalibrering.
Definitionen av kalibrering inkluderar ordet “dokumenterad”, vilket innebär att kalibreringsjämförelsen måste dokumenteras. Detta dokument kallas vanligtvis ett Kalibreringscertifikat.
Kalibreringscertifikatet innehåller resultatet av jämförelsen och all annan relevant information om kalibreringen, såsom använd utrustning, miljöförhållanden, undertecknare, kalibreringsdatum, certifikatnummer, kalibreringens mätosäkerhet.
Oftast när du kalibrerar ett instrument, har en toleransgräns fastställts i förväg för kalibreringen. Det är det största tillåtna felet för kalibreringen. Om felet (skillnaden mellan DUT och referens) vid någon kalibrerad punkt är större än toleransgränsen, kommer kalibreringen att betraktas som “underkänd“.
Ifall en kalibrering underkänns, behöver du vidta korrigerande åtgärder för att få kalibreringen godkänd. Vanligtvis justerar du DUT tills den är tillräckligt exakt.
Utforska våra kalibreringslösningar

Kalibreringshantering
Se hur Beamex kalibreringsmjukvaror kan hjälpa dig att digitalisera och automatisera kalibreringsprocesser.
Kalibreringsmjukvara >

Fältkalibrering
Upptäck Beamex portfölj med avancerad fältkalibreringsteknik.
Kalibratorer >

Verkstadskalibrering
Bekanta dig med Beamex sortiment av industriella lösningar för verkstadskalibrering.
Verkstadskalibrering >