Was ist Kalibrierung? Was bedeutet messtechnische Kalibrierung?
Sprechen wir über eine sehr grundlegende Frage – Was ist Kalibrierung eigentlich?
Das Wort „Kalibrierung“ kann in verschiedenen Zusammenhängen (ebenso auch missbräuchlich) verwendet werden. Hier geht es um messtechnische Kalibrierung in der Messtechnik.
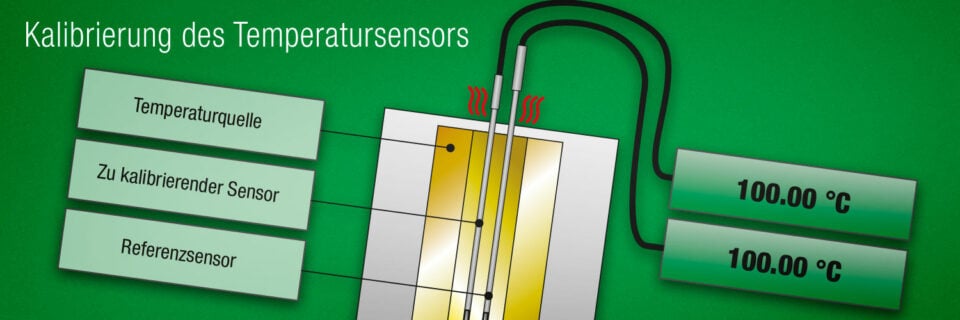
Formal betrachtet handelt es sich bei der Kalibrierung um einen dokumentierten Vergleich des zu kalibrierenden Messgeräts mit einem rückführbaren Referenzgerät.
Das Referenzgerät kann ebenfalls als „Kalibrator“ bezeichnet werden. Dieses ist logischerweise genauer als das zu kalibrierende Gerät. Das Referenzgerät sollte außerdem rückführbar kalibriert werden; dazu an späterer Stelle mehr.
Je nach kalibrierter Größe handelt es sich bei der Referenzmesseinrichtung nicht immer unbedingt um ein Gerät, sondern es kann beispielsweise auch eine Masse, ein mechanisches Bauteil, eine physikalische Referenz, eine Referenzflüssigkeit oder ein Gas sein.
Die obige formale Definition wurde von der Organisation BIPM (Bureau International des Poids et Mesures) festgelegt.

Alles beruht auf Messungen
Hinter vielen unserer täglichen Handlungen die wir als gegeben voraussetzen, seien es Lebensmitteleinkäufe, das Betanken unseres Autos, das Einschalten von Lampen in unserem Zuhause oder die Einnahme von Medikamenten stecken Messungen.
Genaue Messungen sorgen dafür, dass wir die richtige Menge an Nahrungsmitteln, Treibstoff und Energie bekommen, und dass unsere Medikamente sicher sind. Sie stellen sicher, dass Gemeinschaften gut funktionieren können und liefern die Grundlagen für sicherere und nachhaltigere Unternehmen und Gesellschaften.
Das Internationale Einheitensystem (SI-System)
Das SI-System ist ein internationales Einheitensystem, das die in der Messtechnik verwendeten Grundeinheiten bestimmt. Das SI-System legt 7 Basiseinheiten (Meter, Kilogramm, Sekunde, Ampere, Kelvin, Mol und Candela) und 22 abgeleitete Einheiten fest. Die Basiseinheiten werden von Naturkonstanten abgeleitet.
Das SI-System wird vom BIPM (Bureau International des Poids et Mesures) verwaltet. Weitere Informationen zum SI-System finden Sie auf der BIPM-Website.


Kalibrierung ist der Schlüssel
Die Kalibrierung ist ein wesentlicher Faktor, mit dem die Genauigkeit von Messungen sichergestellt wird. Sie trägt zur Verbesserung der Effizienz, Compliance und Sicherheit bei und minimiert gleichzeitig Emissionen, Abfall und Risiken.
Indem Beamex das Sicherstellen zuverlässiger Messdaten und das Verständnis von Messfehlern unterstützt, trägt es zur Realisierung intelligenterer Unternehmensprozesse bei und fördert ein nachhaltiges Wachstum – für eine sicherere und weniger ungewisse Welt.
Was ist Justage?
Wenn Sie eine Kalibrierung durchführen und zwei Geräte miteinander vergleichen, werden Sie möglicherweise feststellen, dass es einen Unterschied zwischen beiden Geräten gibt. Daher wäre die logische Folge, das zu testende Gerät zur genauen Messung richtig anzupassen, damit es genau misst. Dieser Vorgang wird häufig als Justage oder Trimmen bezeichnet.
Bei einer Kalibrierung wird rein formal betrachtet keine Justage mit einbezogen, sondern es handelt sich hier um einen separaten Prozess. Im allgemeinen Sprachgebrauch beinhaltet das Wort Kalibrierung manchmal auch eine mögliche Justage. Doch wie bereits erwähnt, ist die Justage nach den meisten offiziellen Quellen ein separater Prozess.


Kalibrierterminologie
Kalibrierterminologie finden Sie in unserem separaten Kalibrierglossar

Weshalb sollte man kalibrieren?
Im Industrieprozess gibt es mehrere Gründe, weshalb kalibriert werden sollte. Beispiele hierfür sind:
- Die Genauigkeit aller Messungen verschlechtert sich mit der Zeit
- Die Einhaltung gesetzlicher Vorschriften sieht eine regelmäßige Kalibrierung vor
- Das Qualitätssystem erfordert Kalibrierung
- Das Geld – Geldüberweisungen hängen von Messergebnissen ab
- Die Qualität der hergestellten Produkte
- Die Sicherheit – der Kunden und Mitarbeiter
- Umweltgründe
- Verschiedene andere Gründe
Weitere Informationen zum Thema “Warum kalibrieren” finden Sie im folgenden Blogbeitrag und im dazugehörigen White Paper: Warum Kalibrieren? – Gründe für eine Kalibrierung
Wie oft sollte man kalibrieren?
Auf diese Frage gibt es keine eindeutige Antwort, da sie von vielen Faktoren abhängt. Es gibt u.a. einige Aspekte, die Sie bei der Festlegung des Kalibrierintervalls berücksichtigen sollten:
- Kritikalität der fraglichen Messung
- Empfehlung des Herstellers
- Beständigkeitshistorie des Geräts
- Regulatorische Anforderungen und Qualitätssysteme
- Folgen und Kosten einer fehlgeschlagenen Kalibrierung
- Sonstige Überlegungen
Für weitere Fragen über die Häufigkeit der Gerätekalibrierung im Detail, lesen Sie bitte den untenstehenden Artikel: Wie häufig sollten Instrumente kalibriert werden?


Was bedeutet Rückführbarkeit?
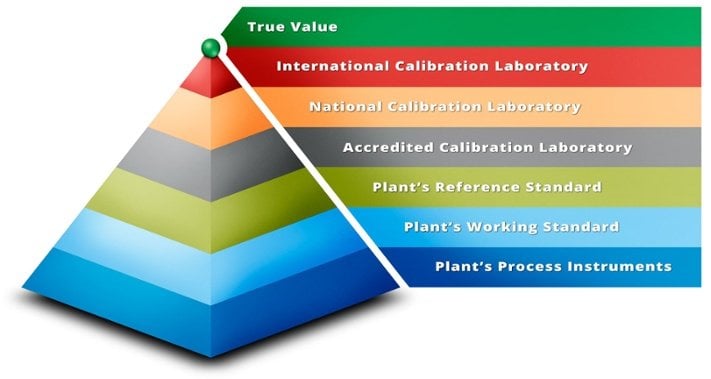
Wie bereits erwähnt, muss die für die Kalibrierung verwendete Referenzmesseinrichtung rückführbar sein. Somit bedeutet Rückführbarkeit, dass das Referenzgerät ebenfalls mit einem noch genaueren Messgerät kalibriert worden sein muss. Die Rückführbarkeit sollte eine durchgehende Kette von Kalibrierungen bilden, sodass die auf höchster Ebene gemessene Kalibrierung in einem nationalen Kalibrierzentrum oder Ähnlichem durchgeführt wurde.
Sie können so also beispielsweise Ihr Prozessmessgerät mit einem tragbaren Prozesskalibrator kalibrieren. Der von Ihnen eingesetzte tragbare Prozesskalibrator sollte mit einem genaueren Referenzkalibrator kalibriert worden sein. Dieser Referenzkalibrator wiederum sollte mit einem noch genaueren Gerät kalibriert werden oder zur Kalibrierung an ein akkreditiertes oder nationales Kalibrierzentrum eingeschickt werden.
Die nationalen Kalibrierzentren sind dafür zuständig, die Rückführbarkeit in diesem Land auf einem angemessenen Niveau zu halten, unter Einsatz der internationalen Kalibrierlaboratorien oder der Durchführung internationaler Vergleiche.
Wird eine Rückführbarkeitskette an irgendeiner Stelle unterbrochen, so kann eine darunter liegende Messung nicht als zuverlässig betrachtet werden.
Weitere Informationen zur metrologischen Rückführbarkeit finden Sie im folgenden Blogbeitrag: Messtechnische Rückführbarkeit in der Kalibrierung – Sind Ihre Messungen rückführbar?

Kalibrierunsicherheit, Messunsicherheit
Wenn Sie ein Gerät mit einem noch genaueren Gerät kalibrieren, birgt diese Vorgehensweise immer ein gewisses Risiko der Unsicherheit. Die Unsicherheit bedeutet in diesem Fall, wie hoch die „Zweifel“ im Kalibrierprozess sind, was demzufolge die mehr oder minder gute Qualität des Kalibrierprozesses widerspiegelt. Die Unsicherheit kann durch verschiedene Quellen verursacht werden, wie z.B. das zu testende Gerät, die Referenzmesseinrichtung, das Kalibrierverfahren oder die Umgebungsbedingungen.
Wenn also im ungünstigsten Fall die Unsicherheit des Kalibriervorgangs größer ist als die Genauigkeit selbst oder das Toleranzniveau des zu kalibrierenden Geräts, dann ist die Durchführung einer Kalibrierung nicht sinnvoll.
Ziel ist es, die Gesamtunsicherheit bei einer Kalibrierung im Vergleich zur Toleranzgrenze des zu kalibrierenden Geräts so gering wie möglich zu halten. Die Gesamtunsicherheit der Kalibrierung sollte im Kalibrierzertifikat stets dokumentiert werden.
Weitere Informationen zur Kalibrierunsicherheit finden Sie im entsprechenden Blogbeitrag: Messunsicherheit für Nicht-Mathematiker

Was bedeuten die Abkürzungen TAR und TUR?
Das Testgenauigkeitsverhältnis (test accuracy ratio – TAR) und das Testunsicherheitsverhältnis (test uncertainty ratio – TUR) werden manchmal verwendet, um den Unterschied zwischen dem zu testenden Gerät und dem verwendeten Referenzgerät anzuzeigen. Das Verhältnis ist die Genauigkeit (oder Unsicherheit) des zu testenden Geräts im Vergleich zum Referenzgerät.
Häufig hört man von dem sogenannten TAR-Verhältnis von 4 zu 1, was bedeutet, dass das Referenzgerät viermal genauer ist als das zu testende Gerät (device under test – DUT), das heißt, dass die Genauigkeitsangaben des Referenzgeräts viermal besser (oder geringer) sein sollten als die des DUTs.
Die Verwendung des TAR/TUR – Verhältnisses (z.B. 4 zu 1) hat zum Ziel, sicherzustellen, dass das Referenzgerät für diesen Zweck ausreichend ist.
Man sollte beachten, dass mit dem TAR beispielsweise nur die Genauigkeitsangaben der Geräte berücksichtigt werden und nicht alle Unsicherheitskomponenten des gesamten Kalibrierprozesses. Diese Unsicherheitskomponenten können manchmal größer sein als die Genauigkeitsangaben, was auf die Kalibrierart zurückzuführen ist.
Es wird empfohlen, immer die Gesamtunsicherheit der Kalibrierung zu berechnen.
Weitere Informationen zur Kalibrierunsicherheit finden Sie im entsprechenden Blogbeitrag: Messunsicherheit für Nicht-Mathematiker
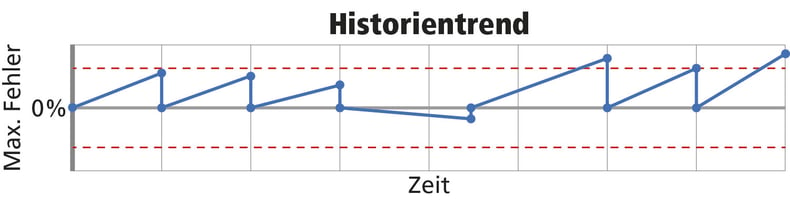
Was ist die Bedeutung vonToleranzgrenze, außerhalb des Toleranzbereichs, Bestanden/nicht bestanden-Kalibrierung?
Möchte man ein Gerät kalibrieren, so wird meistens vorab eine Toleranzgrenze (Akzeptanzgrenze) für die Kalibrierung festgelegt. Diese Grenze ist der maximal zulässige Fehler für die Kalibrierung. Wenn der Fehler (Unterschied zwischen dem DUT und dem Referenzgerät) an einem kalibrierten Punkt größer als die Toleranzgrenze ist, wird die Kalibrierung als „nicht bestanden“ betrachtet.
Sollte es zu einer fehlgeschlagenen Kalibrierung kommen, muss man für eine korrekte Kalibrierung Korrekturmaßnahmen vornehmen. Normalerweise muss man das DUT bis zu seiner Genauigkeit einstellen.
Eingehendere Details zur Kalibriertoleranz finden Sie im folgenden Blogbeitrag: Kalibrierung außerhalb der Toleranz: Was bedeutet das?

Was bedeutet bei einer Kalibrierung „wie vorgefunden“ und „wie verlassen“?
Vielleicht haben Sie bereits von dem „wie vorgefunden“- und „wie verlassen“- Zustand bei einer Kalibrierung gehört.
Der Begriff „wie vorgefunden“ wird für die erste von Ihnen vorgenommene Kalibrierung verwendet, so wie Sie das Gerät vorgefunden haben. Werden nun Fehler festgestellt und Sie nehmen eine Justage vor, dann führen Sie anschließend eine weitere Kalibrierung durch, die als „wie verlassen“-Kalibrierung bezeichnet wird, so wie Sie das Gerät schlussendlich hinterlassen haben.
Der gesamte Vorgang zusammengefasst: Führen Sie die Kalibrierung „wie vorgefunden“ durch – Justieren Sie, falls nötig– Führen Sie die “wie verlassen” Kalibrierung durch.

Was ist ein Kalibrierzertifikat?
Der Begriff Kalibrierung schließt auch die Bezeichnung „dokumentiert” ein. Demzufolge bedeutet dies, dass der Kalibriervergleich aufgezeichnet werden muss. Dieses Dokument wird normalerweise als Kalibrierzertifikat bezeichnet.
Ein Kalibrierzertifikat beinhaltet zum einen das resultierende Vergleichsergebnis und zum anderen alle relevanten Informationen zur Kalibrierung, wie die verwendeten Geräte, die Umgebungsbedingungen, die Unterzeichner, das Datum der Kalibrierung, die Zertifikatsnummer, die Kalibrierunsicherheit, etc.

Was sind akkreditierte Kalibrierlaboratorien?
Bei einer Akkreditierung eines Kalibrierlabors handelt es sich um die Anerkennung der Befähigung des Labors durch Dritte. Die Akkreditierung erfolgt nach weltweit einheitlichen Prinzipien; in der Regel basiert die Akkreditierung der Kalibrierlaboratorien auf der internationalen Norm ISO/IEC 17025.
Die meisten nationalen Akkreditierungsstellen gehören der ILAC (International Laboratory Accreditation Cooperation – Internationale Vereinigung von Akkreditierungsstellen für Laboratorien und Inspektionsstellen) und dem MRA (Mutual Recognition Arrangement – Abkommen über die gegenseitige Anerkennung von Konformitätsbewertungen) an.
Das kombinierte ILAC-Abkommen über gegenseitige Anerkennung (ILAC MRA) wurde bereits von über 100 Zertifizierungsstellen unterzeichnet.
Das Kalibrierlabor Beamex Oy mit Hauptsitz in Finnland ist seit 1993 akkreditiert.

Digitaler Fluss von Kalibrierdaten
Ursprünglich wurde eine Kalibrierung mit einer Kalibrierreferenz durchgeführt und die Ergebnisse manuell auf ein Blatt Papier geschrieben.
In einem modernen elektronischen und papierlosen System kann jede Arbeit papierlos ausgeführt werden. Die Planung erfolgt im Instandhaltungsmanagementsystem, von wo aus die Arbeitsaufträge elektronisch an das Kalibriermanagementsystem übermittelt werden. Das Kalibriermanagementsystem kann die Arbeitsaufträge dann elektronisch auf tragbare dokumentierende Kalibratoren herunterladen. Die dokumentierenden Kalibratoren führen die Arbeit so aus, dass sie die Ergebnisse automatisch in ihrem Speicher ablegen. Nach Vollendung der Kalibrierarbeiten können alle Ergebnisse vom Kalibrator in die Kalibriermanagementsoftware heruntergeladen werden. Abschließend sendet die Kalibriersoftware eine Bestätigung an das Wartungsmanagementsystem, dass die Arbeit abgeschlossen wurde.
Smarte Datenanalyse
Daten sind Ihr wertvollstes Gut. Eine optimale Kalibrierlösung erfasst Daten digital an der Messquelle und stellt den sicheren Fluss der Daten zwischen Produkten und Systemen sicher.
Ein vollständig digitaler Fluss rückführbarer und verlässlicher Kalibrierdaten innerhalb Ihres ganzen Unternehmens verbessert die Effizienz, steigert die Sicherheit und stellt die Compliance sicher.
Nutzen Sie ihre hochwertigen Daten als Motor für kontinuierliche Verbesserungen. Analysieren Sie Trends, optimieren Sie Wartungsverfahren, erhöhen Sie die Rückführbarkeit, passen Sie sich an Veränderungen an und erzielen Sie Regelkonformität. Datenbasierte Entscheidungsprozesse helfen Ihrem ganzen Team, smarter zu arbeiten.





Abschließend
Die Gerätekalibrierung vergleicht und dokumentiert die Messung eines Geräts mit einer rückführbaren Referenzmesseinrichtung. Kalibrieren ist notwendig, um sicherzustellen, dass Ihre Messungen einwandfrei sind. Die Gültigkeit von Messungen ist in vielerlei Hinsicht wichtig, einschließlich der Sicherheit und Qualität. Vergewissern Sie sich für bessere Ergebnisse und Zuverlässigkeit, dass die Unsicherheit der Kalibrierung so gering wie möglich gehalten wird. Verwenden Sie alternativ einen Kalibrator, dessen Genauigkeitsanforderungen um ein Vielfaches über dem getesteten Gerät liegen. Die Einstellung der Kalibriertoleranzen und -häufigkeit sollte zusätzlich zu der Gerätekritikalität durch mehrere Faktoren bestimmt werden.
Fragen & Antworten
Formal betrachtet handelt es sich bei der Kalibrierung um einen dokumentierten Vergleich des zu kalibrierenden Messgeräts mit einem rückführbaren Referenzstandard/Referenzgerät.
Der Referenzstandard kann ebenfalls als „Kalibrator“ bezeichnet werden. Dieser ist logischerweise genauer als das zu kalibrierende Gerät. Der Referenzstandard sollte außerdem rückführbar kalibriert werden.
Bei einer Kalibrierung wird rein formal betrachtet keine Justierung oder Trimmung mit einbezogen, obwohl diese in der Alltagssprache häufig enthalten sind.
Formal betrachtet handelt es sich bei der Rückführbarkeit um eine Eigenschaft des Messergebnisses durch eine ununterbrochene Kette von Vergleichen, die jeweils Unsicherheiten angegeben haben.
Rückführbarkeit bedeutet in der Praxis, dass der Referenzstandard mit einem noch höheren Standard kalibriert wurde. Die Rückführbarkeit sollte eine durchgehende Kette von Kalibrierungen bilden, sodass die Kalibrierung auf höchster Ebene in einem nationalen Kalibrierungszentrum oder einem gleichwertigen Zentrum durchgeführt wurde.
Sie können so beispielsweise Ihr Prozessmessgerät mit einem tragbaren Prozesskalibrator kalibrieren. Der von Ihnen eingesetzte tragbare Prozesskalibrator sollte mit einem genaueren Referenzkalibrator kalibriert worden sein. Dieser Referenzkalibrator wiederum sollte mit einem noch genaueren Gerät kalibriert werden oder zur Kalibrierung an ein akkreditiertes oder nationales Kalibrierzentrum eingeschickt werden.
Die Kalibrierunsicherheit ist eine Eigenschaft eines Messergebnisses, die den Bereich der wahrscheinlichen Werte der Messgröße definiert.
Die Unsicherheit bedeutet in diesem Fall, wie hoch die „Zweifel“ im Kalibrierprozess sind, was demzufolge die mehr oder minder gute Qualität des Kalibrierprozesses widerspiegelt. Die Unsicherheit kann durch verschiedene Quellen verursacht werden, wie z. B. das zu testende Gerät, der Referenzstandard, das Kalibrierverfahren oder die Umgebungsbedingungen.
Wenn also im ungünstigsten Fall die Unsicherheit des Kalibriervorgangs größer ist als die Genauigkeit selbst oder das Toleranzniveau des zu kalibrierenden Geräts, dann ist die Durchführung einer Kalibrierung nicht sinnvoll.
Bei einem Kalibrierverfahren ist das Testgenauigkeitsverhältnis (TAR) das Verhältnis der Genauigkeitstoleranz des zu kalibrierenden Geräts zur Genauigkeitstoleranz des verwendeten Kalibrierstandards.
Bei einem Kalibrierverfahren ist das Testunsicherheitsverhältnis (TUR) das Verhältnis der Genauigkeitstoleranz des zu kalibrierenden Geräts zur Unsicherheit des verwendeten Kalibrierstandards.
Häufig hört man von dem sogenannten TAR-Verhältnis von 4 zu 1, was bedeutet, dass das Referenzgerät viermal genauer ist als das zu testende Gerät (DUT). Das heißt, dass die Genauigkeitsangaben des Referenzgeräts viermal besser (oder geringer) sein sollten als die des DUTs.
Im Industrieprozess gibt es mehrere Gründe, weshalb kalibriert werden sollte. Beispiele hierfür sind:
- Die Genauigkeit aller Messungen verschlechtert sich mit der Zeit
- Die Einhaltung gesetzlicher Vorschriften sieht eine regelmäßige Kalibrierung vor
- Das Qualitätssystem erfordert Kalibrierung
- Das Geld – Geldüberweisungen hängen von Messergebnissen ab
- Die Qualität der hergestellten Produkte
- Die Sicherheit – der Kunden und Mitarbeiter
- Umweltgründe
- Verschiedene andere Gründe
Eine häufig gestellte Frage ist, wie oft Geräte kalibriert werden sollten.
Auf diese Frage gibt es keine eindeutige Antwort, da sie von vielen Faktoren abhängt. Obwohl sie nicht ausschließlich auf einen Bereich beschränkt sind, gibt es einige Aspekte, die Sie bei der Einstellung des Kalibrierintervalls berücksichtigen sollten:
- Kritikalität der fraglichen Messung
- Empfehlung des Herstellers
- Beständigkeitshistorie des Geräts
- Regulatorische Anforderungen und Qualitätssysteme
- Folgen und Kosten einer fehlgeschlagenen Kalibrierung
- Andere Überlegungen
Der Begriff „wie vorgefunden“ wird für die erste von Ihnen vorgenommene Kalibrierung verwendet, so wie Sie das Gerät vorgefunden haben. Werden nun Fehler festgestellt und Sie nehmen eine Justage vor, dann führen Sie anschließend eine weitere Kalibrierung durch, die als „wie verlassen“-Kalibrierung bezeichnet wird, so wie Sie das Gerät schlussendlich hinterlassen haben.
Der gesamte Vorgang zusammengefasst: Führen Sie die Kalibrierung „wie vorgefunden“ durch – Justieren Sie, falls nötig– Führen Sie die “wie verlassen” Kalibrierung durch.
Der Begriff Kalibrierung schließt auch die Bezeichnung „dokumentiert” ein. Demzufolge bedeutet dies, dass der Kalibriervergleich aufgezeichnet werden muss. Dieses Dokument wird normalerweise als Kalibrierzertifikat bezeichnet.
Ein Kalibrierzertifikat beinhaltet zum einen das resultierende Vergleichsergebnis und zum anderen alle relevanten Informationen zur Kalibrierung, wie die verwendeten Geräte, die Umgebungsbedingungen, die Unterzeichner, das Datum der Kalibrierung, die Zertifikatsnummer, die Kalibrierunsicherheit, etc.
Möchte man ein Gerät kalibrieren, so wird meistens eine Toleranzgrenze (Akzeptanzgrenze) für die Kalibrierung festgelegt. Diese Grenze ist der maximal zulässige Fehler für die Kalibrierung. Wenn der Fehler (Unterschied zwischen dem DUT und dem Referenzgerät) an einem kalibrierten Punkt größer als die Toleranzgrenze ist, wird die Kalibrierung als „nicht bestanden“ betrachtet.
Sollte es zu einer fehlgeschlagenen Kalibrierung kommen, muss man für eine korrekte Kalibrierung Korrekturmaßnahmen vornehmen. Normalerweise muss man das DUT bis zu seiner Genauigkeit einstellen.
Beamex-Kalibrierlösungen

Kalibriermanagement
Entdecken Sie, wie die Kalibriersoftware von Beamex Ihnen hilft, Kalibrierprozesse zu digitalisieren und zu automatisieren.
Erfahren Sie mehr >

Feldkalibrierung
Lernen Sie das Beamex-Portfolio an fortschrittlicher Feldkalibriertechnologie kennen.
Erfahren Sie mehr >

Werkstattkalibrierung
Entdecken Sie die Beamex-Lösungen für Werkstattkalibrierungen in der Industrie.
Erfahren Sie mehr >

Dienstleistungen
Holen Sie das Maximum aus der Beamex-Technologie heraus – mit fachkundigen Dienstleistungen, Kalibrier- und Reparaturservices.
Erfahren Sie mehr >