Cos’è la taratura? Cosa significa taratura metrologica?
Parliamo di una questione fondamentale: cos’è la taratura?
La parola “taratura” può essere utilizzata (e utilizzata in modo improprio) in diversi contesti. Qui stiamo parlando di taratura metrologica nel mondo della tecnologia della misurazione.
Formalmente la taratura è il confronto documentato del dispositivo di misurazione da tarare con un dispositivo di riferimento tracciabile.
Lo standard di riferimento può anche essere definito “calibratore”. Logicamente, il dispositivo di riferimento deve essere più preciso del dispositivo da tarare. Anche il dispositivo di riferimento dovrebbe essere tarato in modo tracciabile, di questo parleremo più avanti.
Con alcune quantità, il riferimento non è sempre un dispositivo ma può essere, ad esempio, una massa, un pezzo meccanico, uno strumento di riferimento fisico, un liquido di riferimento o un gas.
La definizione formale è stata stabilita dal BIPM (Bureau International des Poids et Measures, in italiano Ufficio internazionale dei pesi e delle misure).

Tutto è basato su misure
Le misure sono alla base di molte delle azioni quotidiane che diamo per scontate, come fare la spesa, fare rifornimento alla macchina, accendere le luci di casa o prendere un farmaco.
Misurazioni accurate ci assicurano la giusta quantità di cibo, carburante ed energia, così come la sicurezza dei farmaci che assumiamo. Garantiscono il buon funzionamento delle comunità e forniscono le basi per aziende e società più sicure e sostenibili.
Il sistema internazionale di unità di misura (Sistema SI)
Il sistema SI è il sistema internazionale di unità di misura che specifica le unità di base utilizzate nella scienza della misurazione. Il sistema SI è basato su 7 unità fondamentali (metro, chilogrammo, secondo, ampere, kelvin, mole e candela) e 22 unità derivate. Le unità fondamentali derivano da costanti presenti in natura.
Il sistema SI è gestito dal BIPM (Bureau International des Poids et Measures, in italiano Ufficio internazionale dei pesi e delle misure). Ulteriori informazioni possono essere trovate sul sito web di BIPM.


La taratura è la chiave
La taratura è la chiave per garantire misure accurate e contribuire a migliorare efficienza, conformità e sicurezza, riducendo al minimo le emissioni, i rifiuti e i rischi.
Contribuendo a garantire l’affidabilità dei dati di misurazione e la comprensione degli errori, Beamex favorisce attività più intelligenti e sostiene una crescita sostenibile, per un mondo più sicuro e meno incerto.
Cos’è la regolazione?
Quando si effettua una taratura e si mettono a confronto due dispositivi, è possibile scoprire che tra essi esiste una certa differenza. Pertanto, è piuttosto logico che si voglia regolare il dispositivo in prova per misurarlo correttamente. Questo procedimento spesso viene chiamato regolazione o trimming.
Formalmente, la taratura non include la regolazione ma è un procedimento separato. Nel linguaggio corrente la parola taratura a volte include anche la possibilità di eseguire una regolazione. Però, come si è detto, secondo la maggior parte delle fonti formali la regolazione è un procedimento separato.


Terminologia della taratura
Per la terminologia relativa alla taratura, fare riferimento al glossario/dizionario di taratura.

Perché è necessario tarare?
Nei processi industriali vi sono diverse ragioni per eseguire la taratura. Gli esempi delle ragioni più comuni sono:
- La precisione di qualsiasi misura si deteriora nel tempo
- La conformità alle normative prevede una taratura regolare
- Il sistema di qualità richiede la taratura
- Denaro: il trasferimento di denaro dipende dal risultato della misurazione
- Qualità dei prodotti fabbricati
- Sicurezza di clienti e dipendenti
- Ragioni ambientali
- Diverse altre ragioni
Ulteriori informazioni su “perché tarare” possono essere trovate nel post del seguente blog e nel relativo libro bianco: Perché effettuare tarature?
Con quale frequenza effettuare la taratura?
Non esiste un’unica risposta corretta a questa domanda poiché ciò dipende da molti fattori. Alcune delle cose da considerare quando si imposta l’intervallo di taratura sono:
- La criticità della misurazione in questione
- Le raccomandazioni del fabbricante
- La cronologia della stabilità dello strumento
- Requisiti normativi e sistemi di qualità
- Le conseguenze e i costi dovuti ad una taratura fallita
- Altre considerazioni
Per informazioni più approfondite sulla frequenza di taratura di strumenti, consultare il post sul seguente blog: Con quale frequenza è necessario tarare strumenti?


Cosa significa tracciabilità?
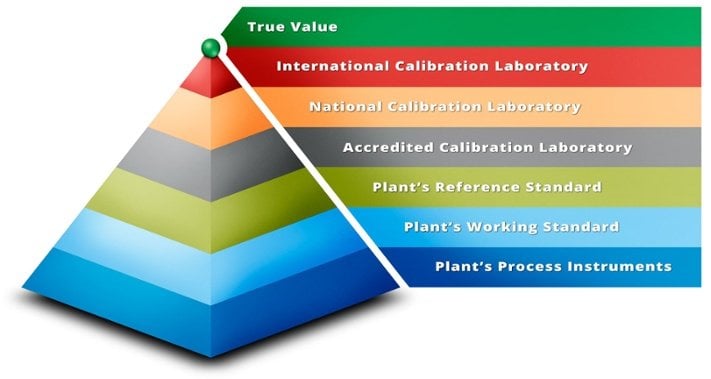
Si è detto che lo standard di riferimento utilizzato per la taratura deve essere tracciabile. Questa tracciabilità indica che anche lo standard di riferimento deve essere stato tarato utilizzando uno standard di livello superiore. La tracciabilità dovrebbe essere costituita da una catena ininterrotta di tarature, dove quella di livello più alto deve essere stata eseguita presso un centro di taratura nazionale o equivalente.
Pertanto, ad esempio, sarà possibile tarare lo strumento di misurazione di processo con un calibratore di processo portatile. Il calibratore di processo portatile utilizzato dovrebbe essere stato tarato utilizzando un calibratore di riferimento più accurato. Il calibratore di riferimento dovrebbe essere tarato con uno standard di livello ancora più alto o inviato ad un centro di taratura nazionale o accreditato per la taratura.
I centri di taratura nazionali assicureranno che la tracciabilità in quel dato paese sia del livello appropriato, utilizzando laboratori di taratura internazionali o confronti internazionali.
Se la catena di tracciabilità viene interrotta in qualsiasi momento, tutte le misurazioni inferiori non possono essere considerate affidabili.
Ulteriori informazioni sulla tracciabilità metrologica sono disponibili nel seguente post del blog: Tracciabilità metrologica nella taratura. Sei tracciabile?

Incertezza di taratura, incertezza di misurazione
Quando si tara uno strumento con un dispositivo di livello superiore, il procedimento include sempre alcune incertezze. L’incertezza equivale alla quantità di “dubbio” presente nel processo di taratura che indica, pertanto, la qualità del processo di taratura applicato. L’incertezza può essere causata da diverse fonti, come il dispositivo in prova, lo standard di riferimento, il metodo di taratura o le condizioni ambientali.
Nel peggiore dei casi, se l’incertezza del processo di taratura è superiore alla precisione o al livello di tolleranza del dispositivo che si sta tarando, la taratura non ha molto senso.
L’obiettivo è che l’incertezza totale della taratura sia sufficientemente ridotta rispetto al limite di tolleranza del dispositivo sottoposto a taratura. L’incertezza totale della taratura dovrebbe sempre essere documentata nel certificato di taratura.
Ulteriori informazioni sull’incertezza della taratura sono disponibili nel seguente post del blog: Incertezza di taratura per inesperti.

Cosa sono il TAR e il TUR?
Il Test Accuracy Ratio (TAR) e il Test Uncertainty Ratio (TUR) talvolta vengono utilizzati per indicare la differenza tra il dispositivo in prova e lo standard di riferimento utilizzato. Il rapporto rappresenta l’accuratezza (o incertezza) del dispositivo in prova rispetto a quella dello standard di riferimento.
Normalmente sentiamo parlare di un rapporto TAR compreso tra 4 e 1, il che significa che lo standard di riferimento è 4 volte più accurato rispetto al dispositivo in prova (DUT). In altre parole, la specifica di accuratezza dello standard di riferimento dovrebbe essere 4 volte migliore (o inferiore) di quella del DUT.
L’idea di utilizzare determinati TAR/TUR (ad esempio 4 a 1) serve ad assicurarsi che lo standard di riferimento sia sufficiente allo scopo.
È bene ricordare, ad esempio, che il TAR prende in considerazione solo le specifiche di accuratezza degli strumenti e non include tutte le componenti di incertezza del processo di taratura. A seconda del tipo di taratura a volte queste componenti di incertezza possono essere maggiori delle specifiche di accuratezza.
Si consiglia di calcolare sempre l’incertezza totale della taratura.
Per informazioni più dettagliate sull’incertezza di taratura, consultare il relativo post sul blog: Incertezza di taratura per inesperti.
Cosa significano i termini limite di tolleranza, fuori tolleranza e taratura passata/fallita?
Nella maggior parte dei casi, quando si tara uno strumento, esiste un limite di tolleranza (limite di accettazione) impostato in anticipo per la taratura. Si tratta dell’errore massimo consentito per la taratura. Se l’errore (differenza tra DUT e riferimento), in qualsiasi punto tarato, supera il limite di tolleranza, la taratura verrà considerata come “fallita”.
In caso di taratura fallita, è necessario intraprendere azioni correttive per superare la taratura. Generalmente, si regola il DUT fino a quando non è sufficientemente preciso.
Ulteriori informazioni sulla tolleranza della taratura sono disponibili nel seguente post del blog: Taratura fuori tolleranza: cosa significa e cosa fare dopo?

Cosa significano le espressioni “Come trovato” e “Come lasciato”?
È possibile sentire i termini “come trovato” e “come lasciato” parlando di taratura.
Il termine “come trovato” viene utilizzato per la prima taratura effettuata. Si tratta del modo in cui è stato trovato lo strumento. Se vengono rilevati errori e si effettua una regolazione, successivamente a quest’ultima si esegue un’ulteriore taratura che viene chiamata “come lasciato”, ovvero il modo in cui è stato lasciato lo strumento.
Per riassumere il processo: Eseguire la taratura “Come trovato”, se necessario, regolare ed eseguire la taratura “Come lasciato”.

Cos’è il certificato di taratura?
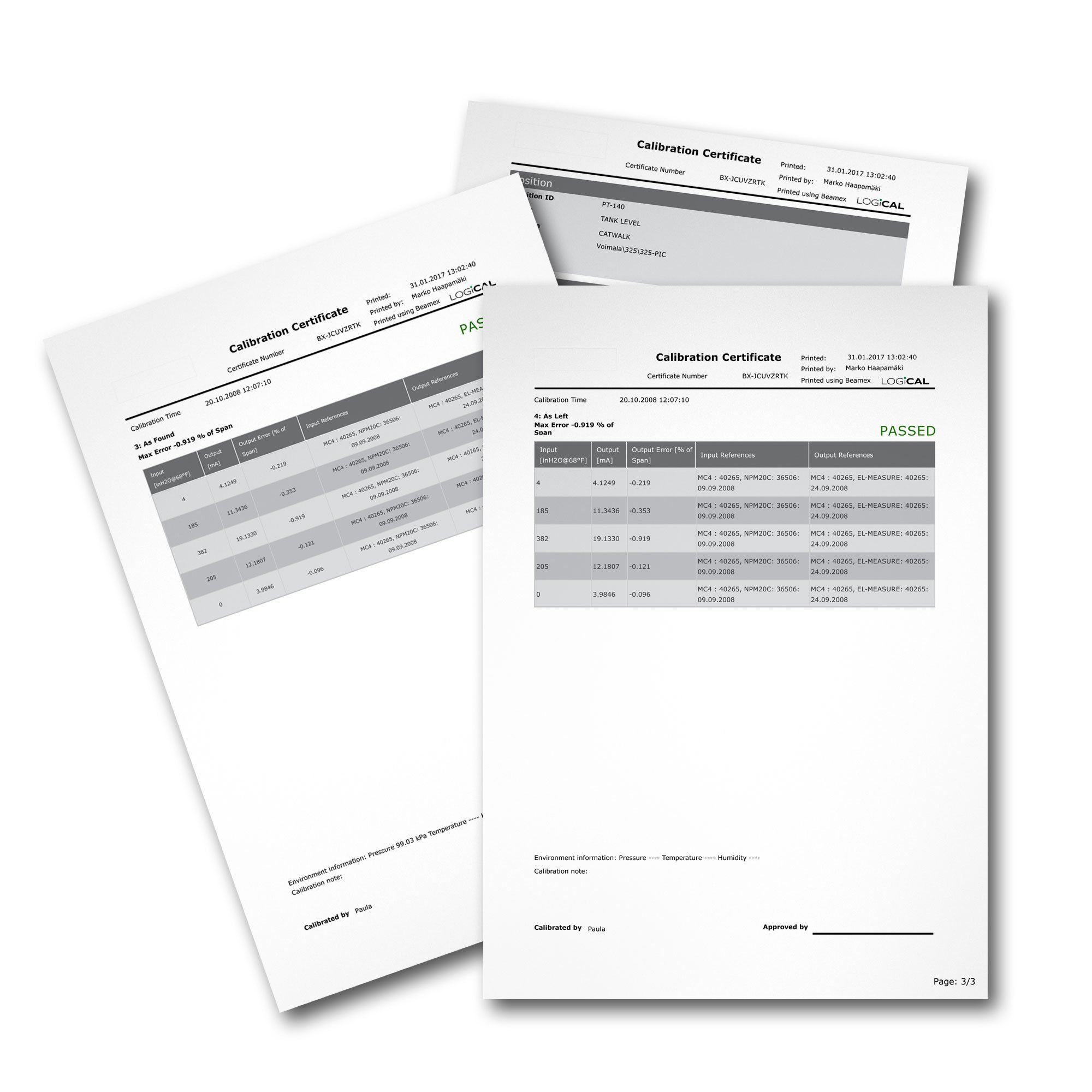
La definizione di taratura include la parola “documentata”. Ciò significa che il confronto della taratura deve essere registrato. Questo documento in genere viene chiamato certificato di taratura.
Un certificato di taratura include il risultato del confronto e tutte le altre informazioni pertinenti alla taratura, quali attrezzature sono state utilizzate, le condizioni ambientali, i firmatari, la data della taratura, il numero del certificato, l’incertezza della taratura, ecc.

Cos’è un laboratorio di taratura accreditato?
L’accreditamento di un laboratorio di taratura è un riconoscimento rilasciato da parte di terzi sulla competenza del laboratorio. L’accreditamento avviene seguendo principi uniformi a livello globale e più comunemente l’accreditamento del laboratorio di taratura si basa sullo standard internazionale ISO/IEC 17025.
La maggior parte degli organismi nazionali di accreditamento sono membri dell’ILAC (International Laboratory Accreditation Cooperation) e dell’accordo di mutuo riconoscimento MRA (Mutual Recognition Arrangement). L’accordo di mutuo riconoscimento della ILAC (ILAC MRA) è stato firmato da oltre 100 organi.
Il laboratorio di taratura Beamex Oy, con sede centrale in Finlandia, è stato accreditato dal 1993.

Flusso digitale dei dati di taratura
Tradizionalmente, la taratura veniva eseguita utilizzando un riferimento di taratura e scrivendo i risultati manualmente su un pezzo di carta.
In sistemi elettronici moderni e privi di carta tutto può essere fatto senza carta. La pianificazione può essere eseguita nel sistema di gestione della manutenzione, da qui gli ordini di lavoro vengono trasferiti elettronicamente al sistema di gestione della taratura. Il sistema di gestione della taratura può scaricare elettronicamente gli ordini di lavoro su calibratori documentatori portatili. Quando il lavoro viene realizzato con i calibratori documentatori i risultati si salvano automaticamente nella loro memoria. Dopo aver completato il processo di taratura, i risultati possono essere scaricati dal calibratore al software di gestione della taratura. Infine, il software di taratura invia un riconoscimento al sistema di gestione della manutenzione indicando che il lavoro è stato completato.
Analisi dei dati intelligente
I dati sono la risorsa più preziosa. Una soluzione di taratura ottimale acquisisce i dati in modo digitale direttamente dalla fonte di misurazione e ne garantisce un flusso sicuro tra prodotti e sistemi.
Un flusso completamente digitale di dati di taratura tracciabili e affidabili in tutta l’azienda migliora l’efficienza, aumenta la sicurezza e garantisce la conformità.
Utilizza i tuoi dati di alta qualità per promuovere il miglioramento continuo. È possibile analizzare le tendenze, ottimizzare le procedure di manutenzione, aumentare la tracciabilità, adattarsi ai cambiamenti e garantire la conformità. Il processo decisionale basato sui dati aiuta l’intero team a lavorare in modo più intelligente.





Conclusioni
La taratura dello strumento di processo mette a confronto e documenta la misurazione di un dispositivo rispetto ad uno standard di riferimento tracciabile. È importante eseguire la taratura accertandosi che le misurazioni siano valide. La validità della misurazione è importante per diverse ragioni, tra cui la sicurezza e la qualità. Per ottenere i risultati migliori e affidabilità, assicurarsi che l’incertezza della taratura sia sufficientemente ridotta. Oppure utilizzare un calibratore con specifiche di precisione diverse volte migliori rispetto al dispositivo in prova. Infine, determinare l’impostazione delle tolleranze e della frequenza della taratura in base a diversi fattori, tra cui la criticità dello strumento.
Domande e risposte
Formalmente, la taratura è un confronto documentato tra il dispositivo di misurazione da tarare e un dispositivo/standard di riferimento tracciabile.
Lo standard di riferimento può anche essere definito “calibratore”. Logicamente, lo standard di riferimento dovrebbe essere più preciso rispetto al dispositivo da tarare. Lo standard di riferimento dovrebbe inoltre essere tarato in modo tracciabile.
Ufficialmente, la taratura non include la regolazione o la messa in punto, sebbene spesso si tenda a pensare che siano incluse.
Ufficialmente, la tracciabilità è una proprietà del risultato di una misurazione, attraverso una catena ininterrotta di comparazioni, ognuna delle quali possiede incertezze dichiarate.
In pratica, la tracciabilità si riferisce allo standard di riferimento che è stato tarato utilizzando anche uno standard di un livello superiore. La tracciabilità dovrebbe essere costituita da una catena ininterrotta di tarature, dove quella di livello più alto deve essere stata eseguita presso un centro di taratura nazionale o equivalente.
Pertanto, ad esempio, sarà possibile tarare lo strumento di misurazione di processo con un calibratore di processo portatile. Il calibratore di processo portatile utilizzato dovrebbe essere stato tarato utilizzando un calibratore di riferimento più preciso. Il calibratore di riferimento dovrebbe essere tarato con uno standard di livello ancora più alto o inviato ad un centro di taratura nazionale o accreditato per la taratura.
L’incertezza della taratura è una proprietà di un risultato di misurazione che definisce l’intervallo di valori probabili del misurando.
L’incertezza equivale alla quantità di “dubbio” presente nel processo di taratura che indica, pertanto, la qualità del processo di taratura applicato. L’incertezza può essere causata da diverse fonti, come il dispositivo in prova, lo standard di riferimento, il metodo di taratura o le condizioni ambientali.
Nel peggiore dei casi, se l’incertezza del processo di taratura è superiore alla precisione o al livello di tolleranza del dispositivo che si sta tarando, la taratura non ha molto senso.
In una procedura di taratura, il rapporto di accuratezza del test (TAR) è il rapporto tra la tolleranza di accuratezza dell’unità che si sta tarando e la tolleranza di accuratezza dello standard di taratura applicato.
In una procedura di taratura, il rapporto di incertezza del test (TUR) è il rapporto tra la tolleranza di accuratezza dell’unità che si sta tarando e l’incertezza dello standard di taratura applicato.
Normalmente sentiamo parlare di un rapporto TAR compreso tra 4 e 1, il che significa che lo standard di riferimento è 4 volte più accurato rispetto al dispositivo in prova (DUT). In altre parole, la specifica di accuratezza dello standard di riferimento dovrebbe essere 4 volte migliore (o inferiore) di quella del DUT.
Nel settore processi industriali, vi sono diverse ragioni per cui è necessario eseguire una taratura. Gli esempi delle ragioni più comuni sono:
- L’accuratezza di qualsiasi misurazione si deteriora nel tempo
- La conformità alle normative prevede una taratura regolare
- Il sistema di qualità richiede la taratura
- Denaro: il trasferimento di denaro dipende dal risultato della misurazione
- Qualità dei prodotti fabbricati
- Sicurezza di clienti e dipendenti
- Ragioni ambientali
- Diverse altre ragioni
Una discussione comune riguarda la frequenza con cui gli strumenti devono essere tarati.
Non esiste un’unica risposta corretta a questa domanda poiché ciò dipende da molti fattori. Alcune delle cose da considerare quando si imposta l’intervallo di taratura sono:
- La criticità della misurazione in questione
- Le raccomandazioni del fabbricante
- La cronologia della stabilità dello strumento
- I requisiti normativi e i sistemi di qualità
- Le conseguenze e i costi dovuti ad una taratura fallita
- Altre considerazioni
Il termine “come trovato” viene utilizzato per la prima taratura effettuata. Si tratta del modo in cui è stato trovato lo strumento. Se vengono rilevati errori e si effettua una regolazione, successivamente a quest’ultima si esegue un’ulteriore taratura che viene chiamata “come lasciato”, ovvero il modo in cui è stato lasciato lo strumento.
Per riassumere il processo: Eseguire la taratura “come trovato” – Regolare, se necessario – Realizzare la taratura “come lasciato”.
La definizione di taratura include la parola “documentata”. Ciò significa che il confronto della taratura deve essere registrato. Questo documento in genere viene chiamato certificato di taratura.
Un certificato di taratura include il risultato del confronto e tutte le altre informazioni pertinenti alla taratura, come ad esempio quali attrezzature sono state utilizzate, le condizioni ambientali, i firmatari, la data della taratura, il numero del certificato, l’incertezza della taratura, ecc.
Nella maggior parte dei casi, quando si tara uno strumento, esiste un limite di tolleranza (limite di accettazione) impostato in anticipo per la taratura. Si tratta dell’errore massimo consentito per la taratura. Se l’errore (differenza tra DUT e riferimento) in qualsiasi punto tarato supera il limite di tolleranza, la taratura viene considerata come “fallita”.
In caso di taratura fallita, è necessario intraprendere azioni correttive per superare la taratura. Generalmente, si regola il DUT fino a quando non è sufficientemente preciso.
Soluzioni di taratura Beamex

Gestione della taratura
Scopri come il software di taratura Beamex può aiutare a digitalizzare e automatizzare i processi di taratura.
Ulteriori informazioni >

Taratura su campo
Scopri la gamma di tecnologie di taratura su campo avanzate di Beamex.
Ulteriori informazioni >

Taratura in officina
Scopri la gamma di soluzioni Beamex per la taratura industriale in officina.
Ulteriori informazioni >

Servizi
Sfrutta al massimo la tecnologia di Beamex con l’assistenza di esperti e servizi di taratura e riparazione.
Ulteriori informazioni >